

JUKI-MOL-254
Machine d’attache automatique à boucle de ceinture à 2 aiguilles
Le temps de la machine est de 1,2 seconde avant la boucle de la ceinture, ce qui garantit une productivité accrue. Le mécanisme d’alimentation intègre une méthode X-Y contrôlée par ordinateur pour permettre à l’opérateur de modifier le nombre de points et les tailles de couture.
Caractéristiques du produit
Nombre de points et taille du bartacking
Le nombre de points pour coudre une boucle de ceinture peut être basculé entre; 28, 36 et 42 points, et la taille du bartacking peut être facilement modifiée à travers le panneau de commande. De plus, l’utilisateur peut créer ses propres modèles de couture d’origine en plus de ceux standard en utilisant le logiciel de programmation PGM-20 de JUKI développé pour les machines à coudre contrôlées par ordinateur.
Le temps de la machine est de 1,2 seconde par boucle de ceinture ( avec 28 points )
La nouvelle tête de machine spécialement développée pour les machines de fixation de boucle de ceinture fonctionne à une vitesse de couture maximale de 2500 tr / min et est équipée d’un système à entraînement direct qui améliore les performances de démarrage et raccourcit la couture temps. Le dispositif d’alimentation en boucle de ceinture est désormais doté d’une capacité de réserve à mi-chemin pour les boucles de ceinture ultérieures, et son action d’alimentation en boucle de ceinture plus rapide raccourcit le temps nécessaire pour fournir des boucles de ceinture et aide à accélérer le temps de la machine à 1,2 seconde par boucle de ceinture ( avec 28 points ).

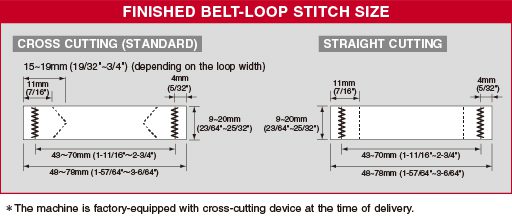
Changement de méthode de coupe entre coupe transversale et coupe droite
La largeur de boucle applicable pour le dispositif transversal est augmentée. Dans ce modèle, le dispositif de coupe transversale et le dispositif de coupe droite peuvent désormais couper la boucle jusqu’à 20 mm de largeur.
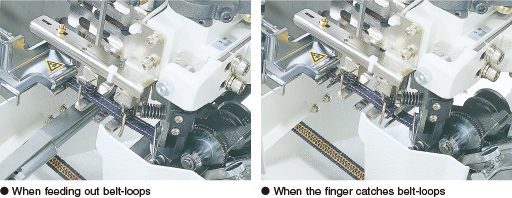
Avec la cohérence améliorée de l’action d’alimentation en boucle de ceinture et de la capacité de réessai, le temps d’arrêt de la machine est considérablement réduit
Les boucles de ceinture sont alimentées par le mécanisme d’alimentation du rouleau d’engrenage conventionnel et également tracées par le nouveau mécanisme de dessin sur le dispositif de serrage. Soutenue par ces deux mécanismes, la fourche pliante attrape “ bouclée ” ou “ graissée ” boucle à chaque fois et les fournit à la tête. De plus, le capteur du dispositif de serrage détecte la présence / absence de boucles de ceinture. S’il détecte un flux de boucle de ceinture défectueux, le dispositif de serrage répète automatiquement l’action de serrage. Étant donné que l’opérateur n’a pas à actionner l’interrupteur de recul, moins de temps est perdu.
Performances de base
La machine élimine rapidement et de manière fiable les épissures sans aucun retard dans le temps de cycle
La machine détecte de manière préliminaire chaque épissure dans les boucles de ceinture et les élimine efficacement. Cela signifie que même lorsque la machine effectue la procédure d’élimination des épissures, le dispositif d’alimentation en boucle de ceinture peut terminer son action d’alimentation en boucle de ceinture et alimenter la prochaine boucle de ceinture bien avant que la machine ne commence à coudre. En conséquence, l’opérateur peut effectuer des travaux de couture rythmiques et efficaces sans retard dans le temps de cycle. En détectant les changements d’épaisseur du matériau, le potentiomètre de la machine trouve des épissures dans les boucles de ceinture et les élimine parfaitement.
Lors du changement du matériau à coudre, le changement d’épaisseur du matériau reconnu par le potentiomètre comme épissure peut être facilement ajusté et programmé à travers la fonction d’enseignement des machines.
Fonction d’alimentation de boucle de ceinture
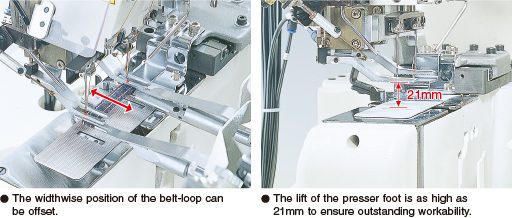
La position d’alimentation en boucle de ceinture est automatiquement ajustée à la largeur de boucle de ceinture. Avec cette capacité, la largeur de boucle de ceinture peut être facilement modifiée sans réglage mécanique. De plus, lors de l’alimentation de la boucle de ceinture sous le pied-de-biche, la position largeur de la boucle de ceinture peut être compensée par une simple manipulation du panneau de commande.
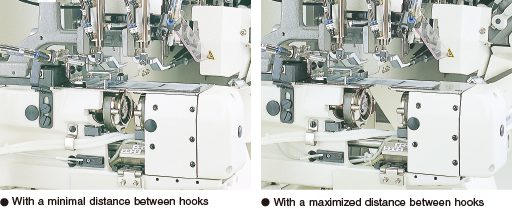
Un mécanisme coulissant électrique est installé dans le crochet avant ( près de l’opérateur )
Le mécanisme de glissement électrique nouvellement incorporé est utilisé pour déplacer électriquement le crochet avant lors du remplacement de la bobine ou de la maintenance des composants à proximité afin d’élargir l’espace entre les crochets et de faciliter le travail. De plus, lors du changement de la jauge d’aiguille, le crochet avant peut être finement positionné par incréments de 0,01 mm à travers le panneau de commande, permettant ainsi à l’opérateur de régler facilement la distance entre les points de lame des deux crochets de navette. Étant donné que la machine ne nécessite plus de réglage dans le calage du crochet ( phase ), le réglage de la jauge d’aiguille est beaucoup plus simple que jamais.
La machine est équipée en standard d’un support réglable
La hauteur de la table de travail peut être facilement ajustée pour correspondre à la hauteur de l’opérateur.
L’opérateur peut effectuer des travaux de couture dans une posture confortable avec moins de tension physique et de fatigue.
spécification
| Nom du modèle | MOL-254 |
|---|---|
| Tête de machine | Machine de bartacking à 2 aiguilles contrôlée par ordinateur |
| Max. vitesse de couture | 2500sti / min* |
| Reprendre le fil | Type de lien |
| Course à la barre d’aiguille | 45,7 mm |
| Fil | Fil filé, fil de coton # 50 ~ # 30, B33 ~ B46, Nm = 120/3 ~ 60/3 |
| Aiguille ( au moment de la livraison ) | DP × 17 ( # 21 ) # 19 ~ # 21 |
| Accrocher | Axe horizontal 1,8 crochet de navette pliable |
| Soulevage du pied-de-biche | 21 mm |
| Nombre de points | 28, 36, 42 ( sélectionnable sur le panneau d’exploitation ) |
| Jauge d’aiguille | 43 ~ 70 mm ( 1-11 / 16 « ~ 2-3 / 4 » ) |
| Longueur de bartacking | 7 ~ 22 mm ( 9/32 « ~ 55/64 » ) ‹ réglable par incréments de 0,1 mm › |
| Largeur de bardacking | 1 ~ 3,2 mm ( 3/64 « ~ 1/8 » ) ‹ réglable par incréments de 0,1 mm › |
| Nombre de données de bartacking pouvant être stockées en mémoire | 9 modèles ( 99 si un EP-ROM facultatif est ajouté ) |
| Largeur de boucle de ceinture | 9 ~ 20 mm ( 23/64 « ~ 25/32 » ) |
| Longueur de boucle de ceinture terminée | 48 ~ 78 mm ( 1-57 / 64 « ~ 3-5 / 64 » ) |
| Temps de machine | 1,2 sec./ Boucle de ceinture ( 28 mailles ) |
| Positionnement du crochet avant | Conduit par un moteur ( la distance entre le crochet peut être établie par incréments de 0,01 mm ) |
| Bobbin winder | Type électrique ( fourni en standard ) |
| Lubrification | Lubrification centralisée de la mèche d’huile ( tête de machine ) |
| Huile lubrifiante | JUKI New Defrix Oil No.2 ( équivalent à ISO VG32 ) |
| Puissance requise et consommation d’énergie | monophasé, 200 en 3 phases ~ 240V / 350VA |
| Consommation d’air et d’air comprimé | 0,5 MPa ( 5kgf / cm ² ), 32Nl / min |
| Poids total | 230kg |
| Dimensions | 1 200 mm ( W ) × 800 mm ( D ) × 1 350 mm ( H: à son extrémité la plus basse ) |
| Hauteur de la surface supérieure de la plaque de gorge à partir de la surface du sol | 920 ~ 1 250 mm ( fourni avec la capacité de support réglable ) |



